


行业新闻
-

smt吸送一体机
吸送一体机 是一款专为 SMT 生产线设计的高效设备,集真空吸板和送板功能于一体,能够满足单面板和双面板的自动上料需求。它通过真空吸附技术,将 PCB 板从料框中取出并精准地送至下一道工序。 功能特点 ☆ 结实和稳定的设计 ☆ PLC 控制系统 ☆ 轻触式 LED 薄膜开关或触摸屏两种,控制面板可供选择 ☆ 上下气动夹能确保料箱位子更准确 ☆ 有效的设计能确保 PCB 不被撞坏 ☆...
新闻中心 / 行业新闻 / 2025-10-29 -

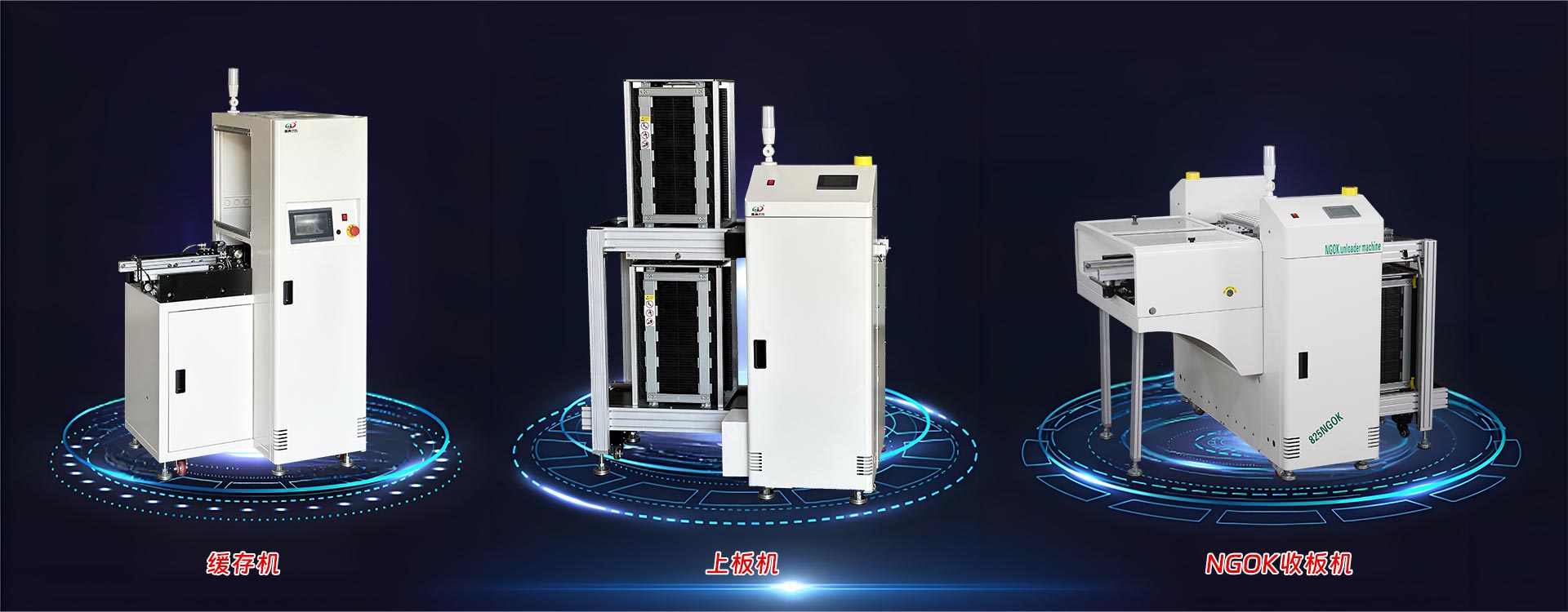
SMT微型上板机
SMT 微型上板机是表面贴装技术( SMT )生产线中的关键前端设备,主要用于自动输送 PCB 板至印刷机或贴片机,具有占地面积小、自动化程度高等特点。 结构设计 采用无框循环式或 L 型结构,支持非标定制(如料框式、吸板式等)。 部分型号配备滚珠丝杆轨道和触摸屏控制系统,可调节推板速度、高度及方向。 典型尺寸为 650×700×1640mm ,适合空间受限的产线。 ...
新闻中心 / 行业新闻 / 2025-10-23 -
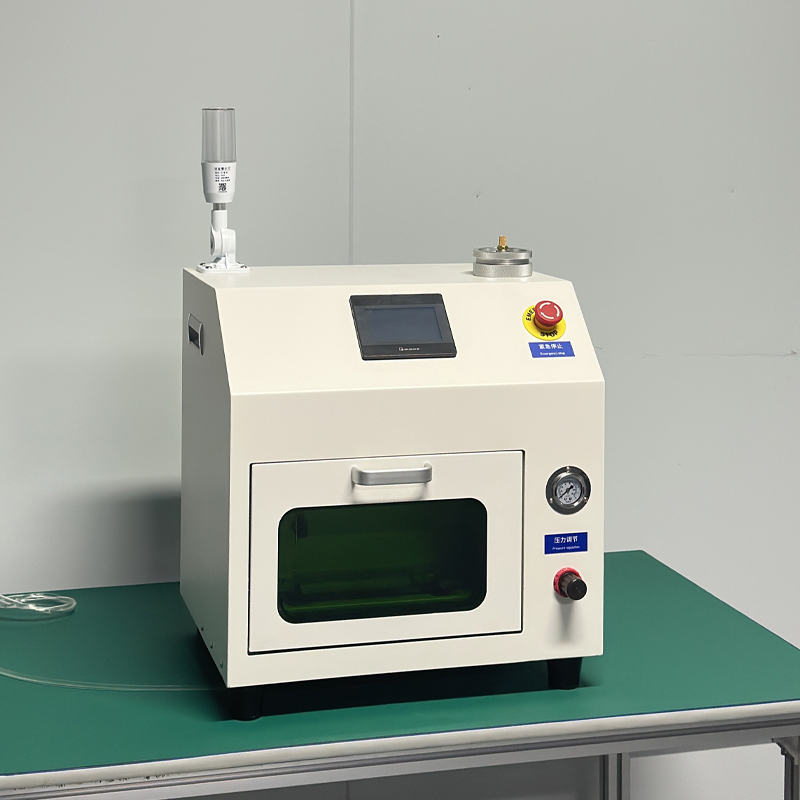
SMT吸嘴清洗机概述
SMT 吸嘴清洗机 是专用于清洁贴片机吸嘴的自动化设备,通过高压水雾、超声波等技术清除微米级孔径内的焊锡、助焊剂等污染物,提升贴装精度和良率 。 一、核心功能与技术 清洗原理 采用压缩空气雾化去离子水,形成音速( 360m/s )高压水雾冲击吸嘴表面及内孔,避免物理损伤 。 部分机型集成超声波技术,增强对顽固污垢的清洁效果 。 二、...
新闻中心 / 行业新闻 / 2025-10-21 -

晟典无铅回流焊设备说明
无铅 回流焊 设备说明 1 、 内炉膛采用 SUS 材质,上下加温区均采用 SUS 电热管加热,对应无铅制程,确保设备的安全性能。 2 、作业开口尺寸 Max : W500xH200mm (可定制: W600xH300mm ),容量大,应用于特殊产品,特别在各区间热能补偿为其对应。 3 、特殊的双层保温系统,减少热能损耗及降低机台外表面温度,达到安全节能的目的。加强省电功能,采用不锈钢网孔板,热力不易流失,并保持热补偿迅速、热能稳定之特点。 4 、特殊强化输送系统之承载荷重能力,...
新闻中心 / 行业新闻 / 2025-10-17 -

smt锡膏回温机作业指导书
设备准备 1. 检查 SMT 锡音 回温机 外观是否完好,各部件是否齐全。 2. 检查电源线、加热管、温控器等是否完好,确保设备正常运行。 3. 将 SMT 锡音倒入回温机内的容器中,确保锡音厚度均匀。 二、操作步骤 1. 打开电源开关,预热回温机至设定温度 ( 通常为 50°C-60°C) 。 2. 将 SMT 锡音容器放入回温机内,确保锡膏容器底部与加热管保持一定距离,避免锡受 热不均匀。 3....
新闻中心 / 行业新闻 / 2025-10-15
 QQ客服
QQ客服
